3-12kW
12-40kW
1.5-20kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
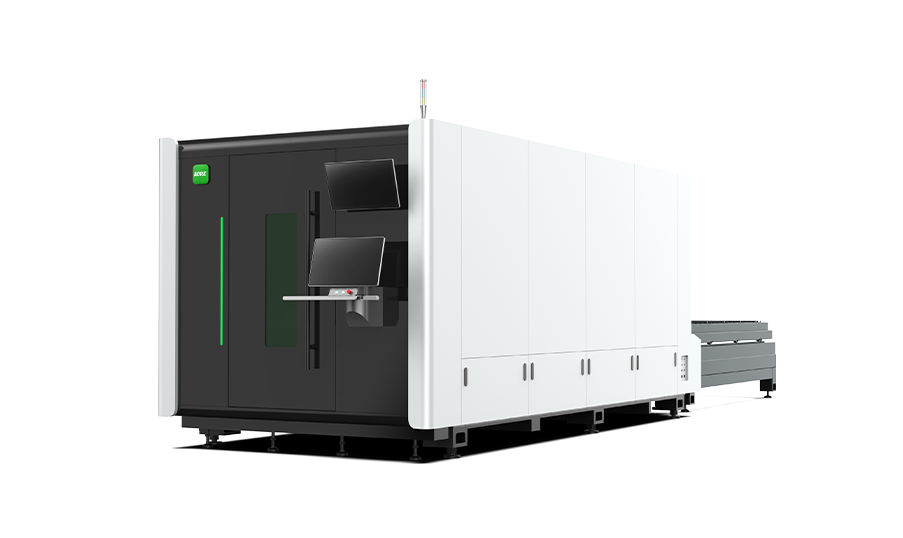
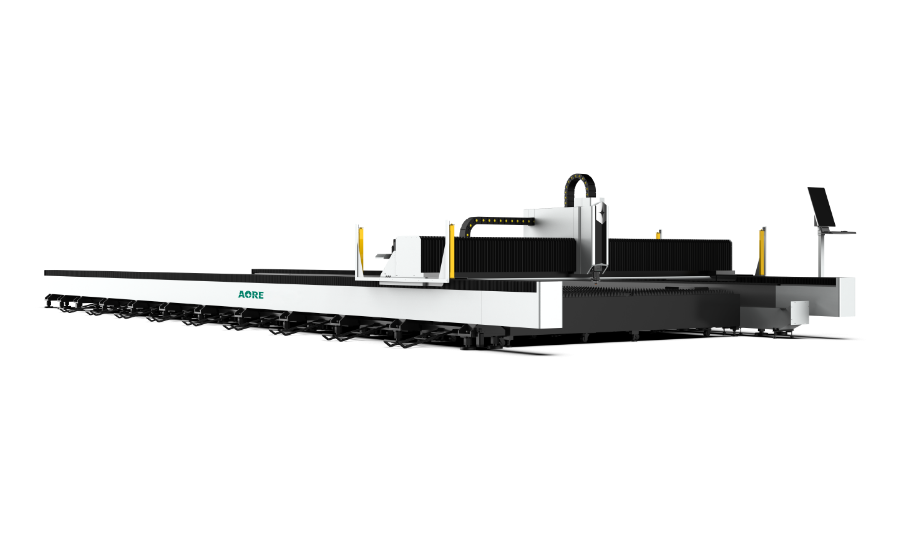
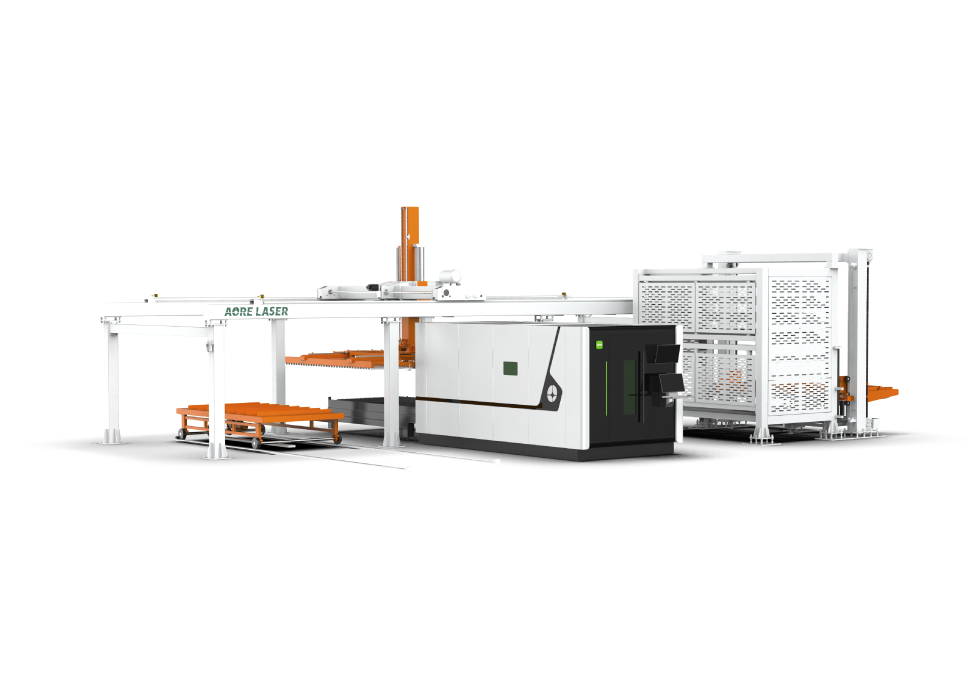
Máquina de corte a laser de chapas de alta velocidade com proteção total
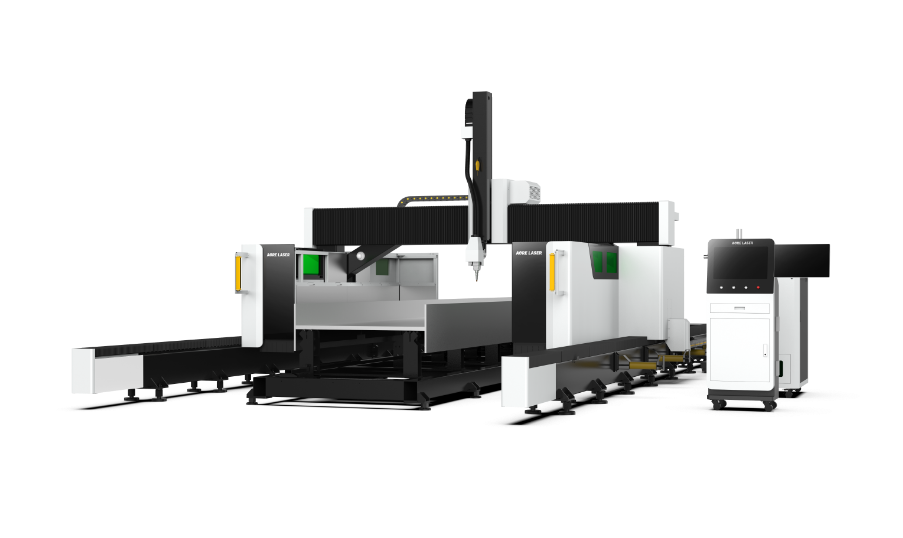
Máquina de corte a laser de fibra multifuncional
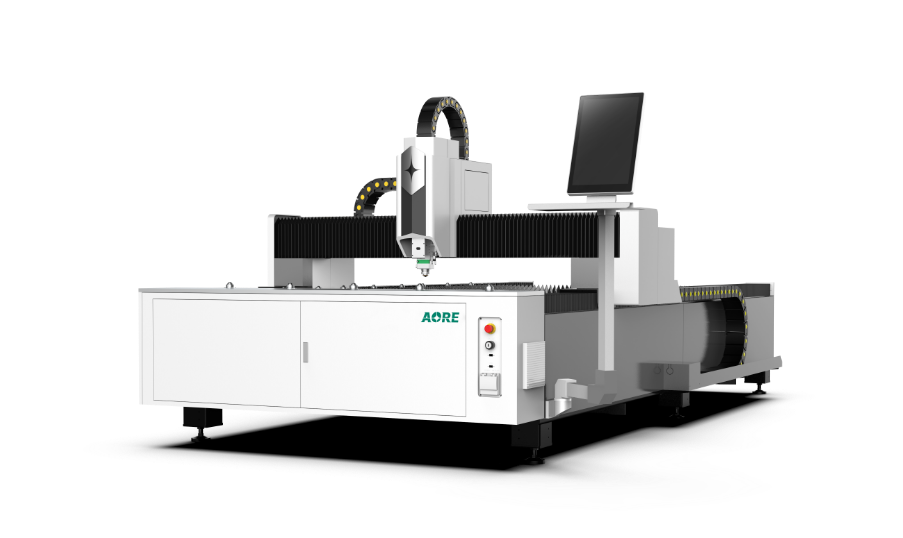
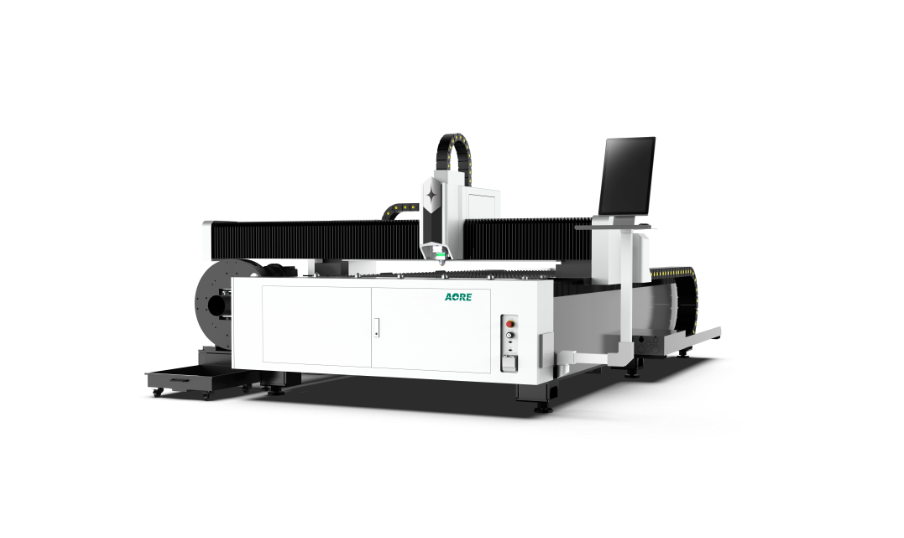
Máquina de corte a laser de placa de plataforma única
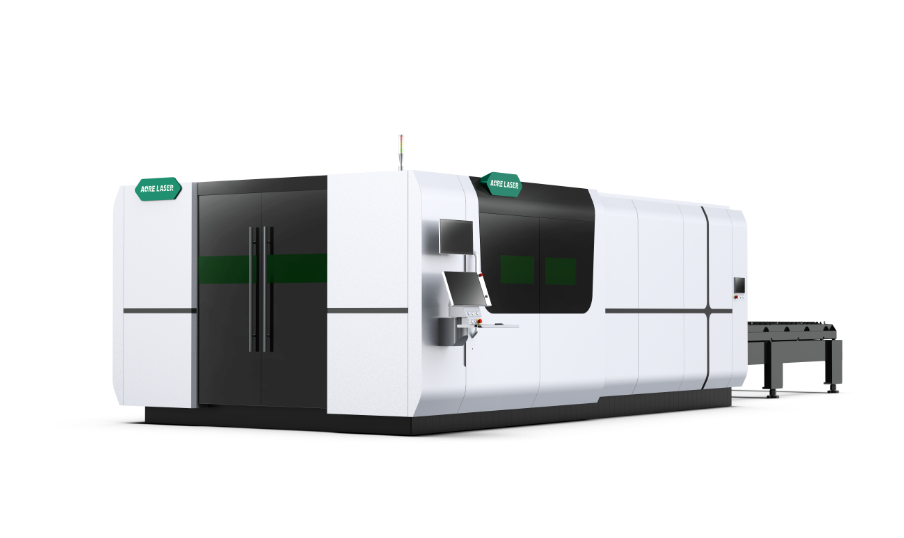
Máquina de corte a laser de fibra de alta velocidade
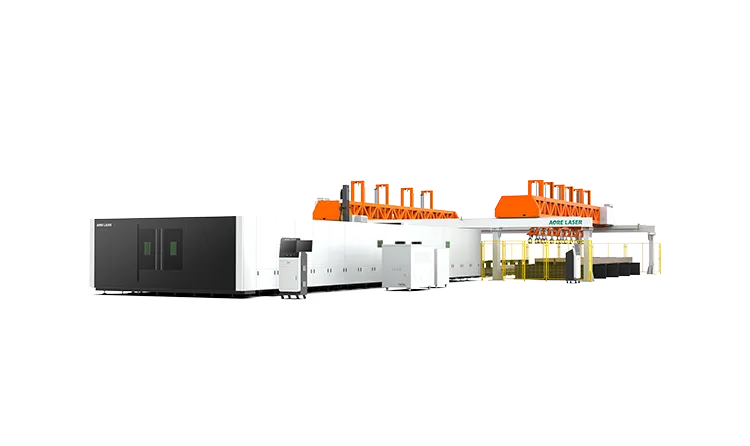
Máquina de corte a laser de chapa de alta potência
Máquina de corte biselada a laser de fibra com proteção total
Máquina de corte a laser de chapa de precisão
Máquina de corte a laser de fibra para chapas terrestres
3-12KW
6-20kW
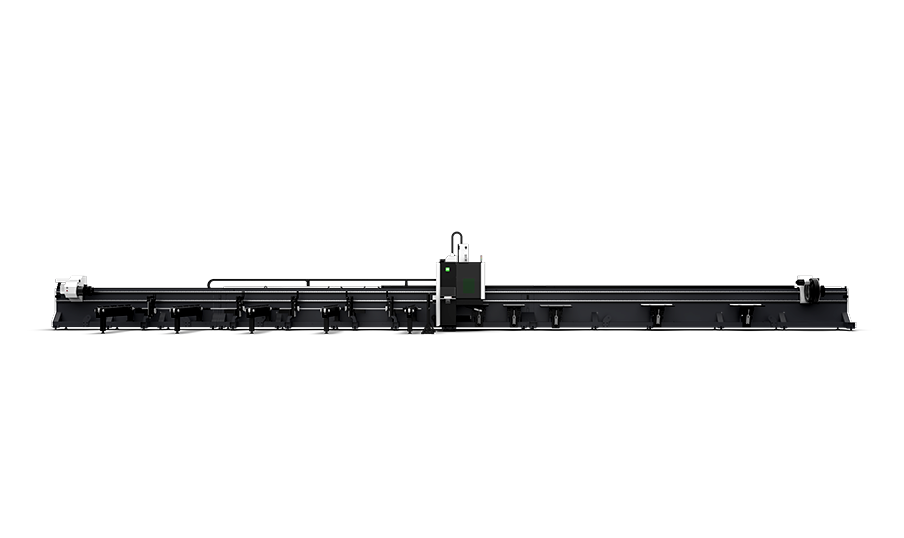
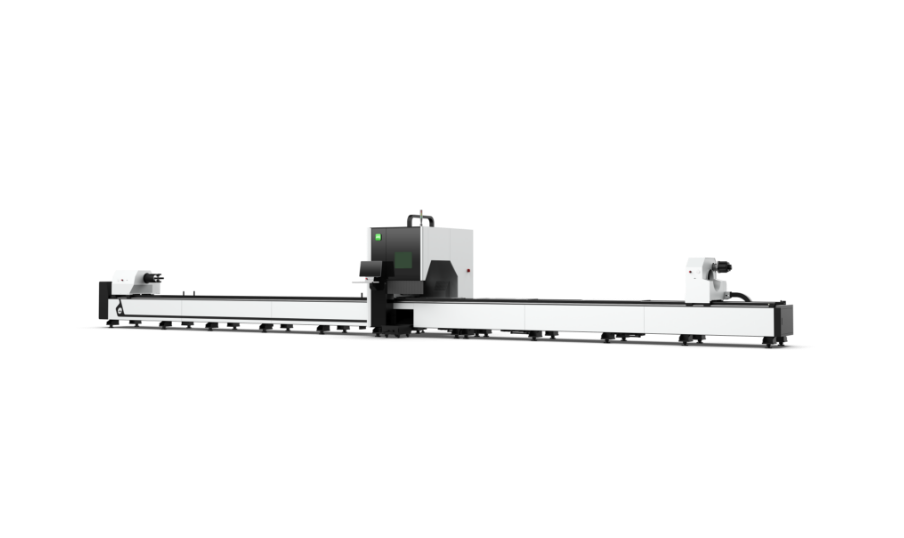
Máquina de Corte a Laser de Tubos de Alta Velocidade com Biselamento 3D
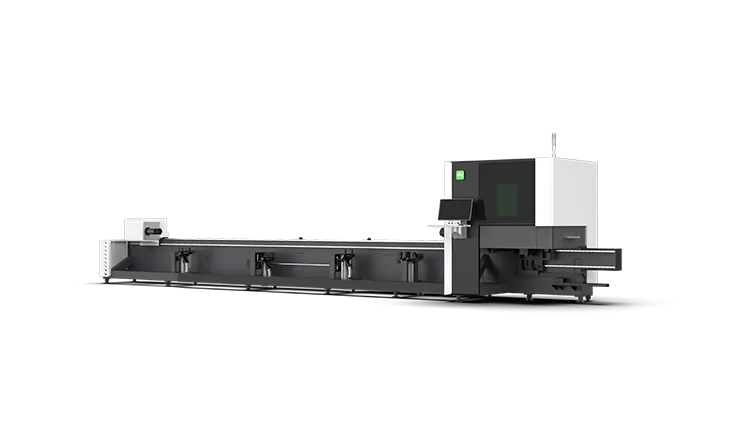
Máquina de Corte a Laser de Tubos de Alta Velocidade
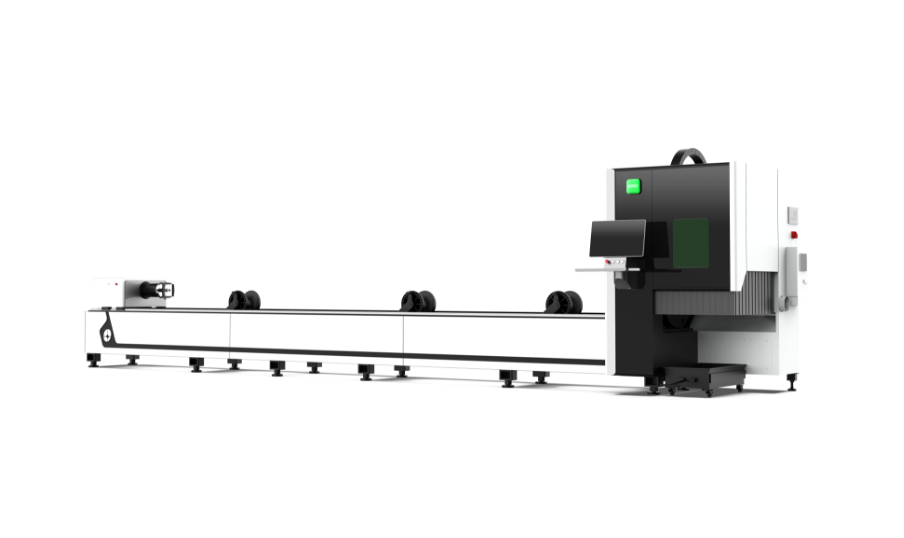
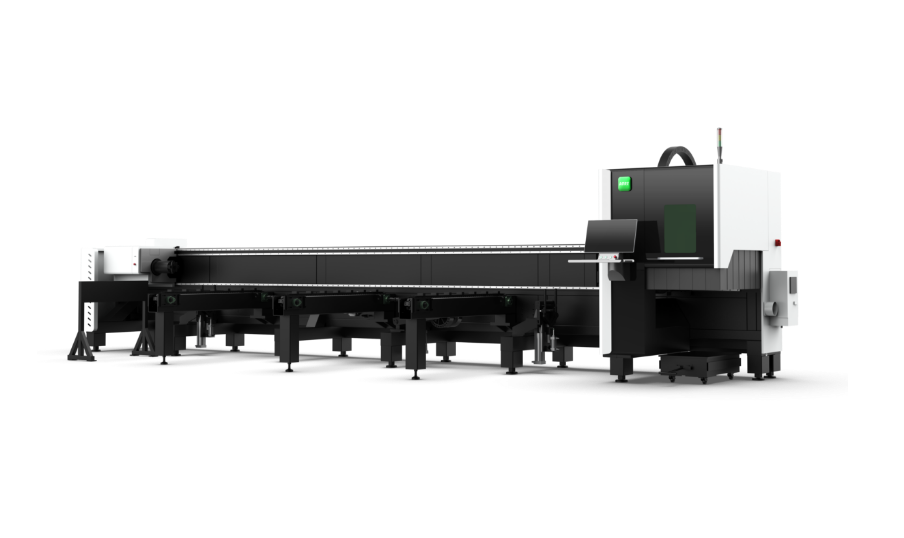
Máquina de corte a laser de fibra de tubo eficiente
Máquina de corte a laser de tubo de alta resistência com três mandris
Máquina de corte a laser de fibra de tubo de três mandris
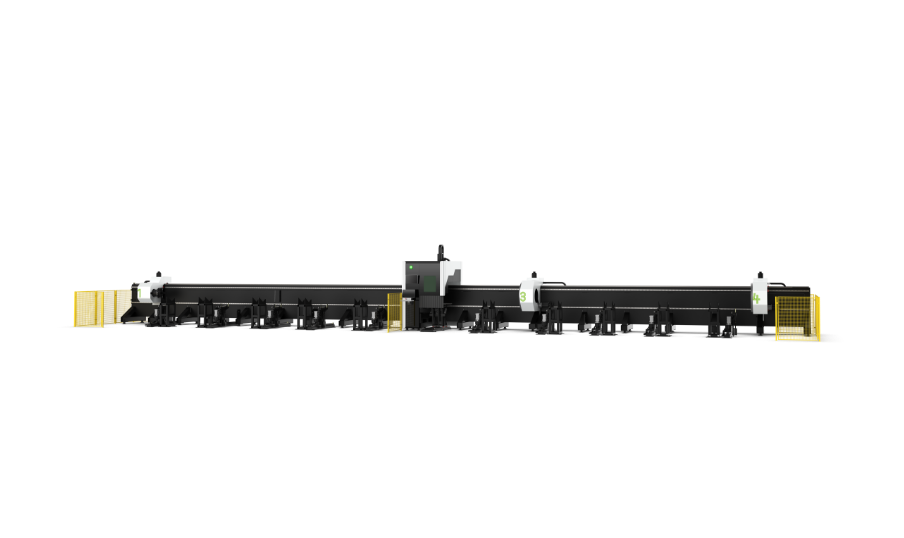
Máquina de corte a laser de fibra de tubo de quatro mandris para serviço pesado
Máquina de corte a laser de fibra de tubo de alta velocidade
Máquina de corte a laser de fibra de tubo e folha de plataforma dupla
Máquina eficiente de corte a laser de fibra de folhas e tubos
Máquina de corte a laser de fibra de cinco eixos 3D
1.5-6kW
Sistema Automatizado de Carregamento e Descarregamento de Perfis
Carregador/Descarregador de Armazém de Chapas Metálicas
Dispositivo de carregamento automático de chapas metálicas
Dispositivo automático de carregamento de chapas metálicas em cantilever
Dispositivo de carregamento de chapa metálica cantilever
Linha inteligente de produção de chapas metálicas
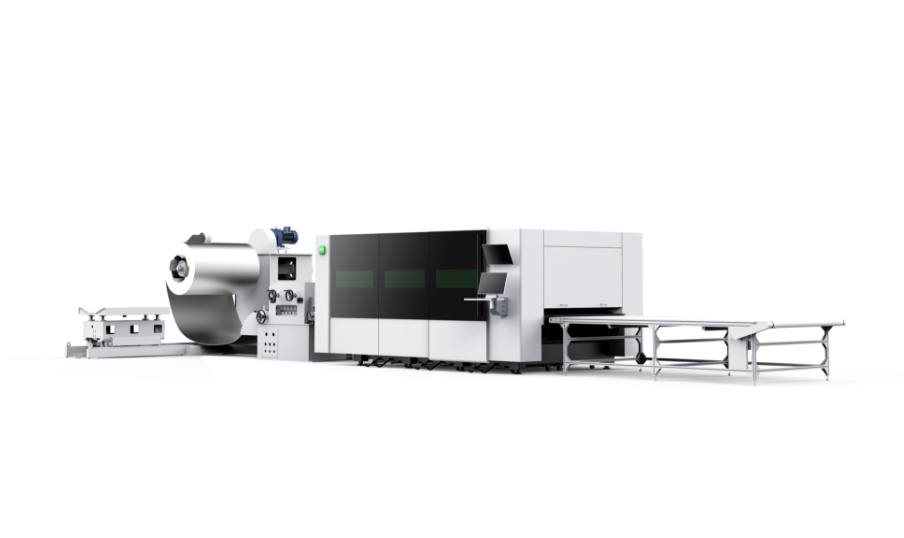
Linha de produção de corte a laser em bobine
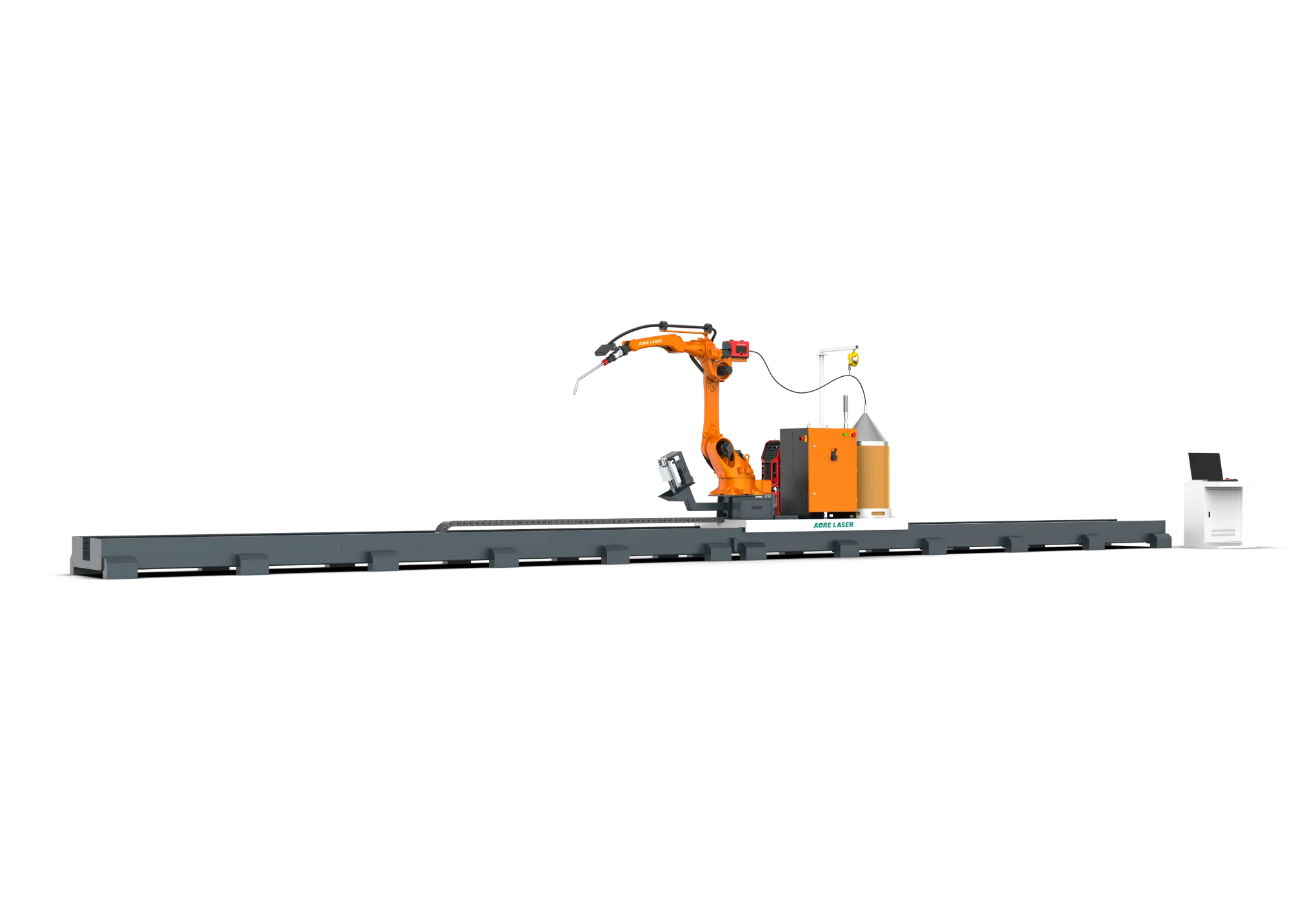
Estação de Soldagem Inteligente
3kW
Máquina de soldar a laser portátil arrefecida a água
Máquina de limpeza a laser portátil arrefecida a água
* Nome
* E-mail
* Telefone ou WhatsApp
* País
* Cidade
Empresa
* Material de corte
* Mensagem
Muitas oficinas de fabricação de chapas metálicas enfrentam problemas como rebarbas excessivas, bordas ásperas, distorção térmica significativa e baixas velocidades de corte durante o usinagem de aço inoxidável. Esses problemas não apenas aumentam o custo dos processos subsequentes de retificação, mas também impactam a qualidade do produto e os prazos de entrega.
Se você deseja solucionar esses problemas, leia este post do blog. Você aprenderá como obter cortes de aço inoxidável de alta qualidade usando uma máquina de corte a laser de fibra .
Em comparação com o corte de aço carbono, as máquinas de corte a laser enfrentam desafios significativamente maiores ao cortar aço inoxidável, principalmente devido às seguintes características:
Alta refletividade: Comparado ao aço carbono comum, o aço inoxidável apresenta uma taxa de absorção de energia laser menor e requer maior estabilidade nos parâmetros do processo.
Alta condutividade térmica: O aço inoxidável tem uma condutividade térmica menor do que o aço carbono, portanto o calor tende a se acumular mais facilmente na área de corte.
Alto ponto de fusão e viscosidade: O aço inoxidável tem um ponto de fusão de aproximadamente 1400–1500 °C e sua viscosidade é alta no estado fundido. Consequentemente, é necessária uma densidade de energia do laser mais alta para fundir completamente o material e remover a escória.
Impacto dos elementos de liga: O aço inoxidável contém elementos de liga como cromo, níquel e molibdênio. Em altas temperaturas, esses elementos formam óxidos refratários, o que aumenta a dificuldade de corte e pode levar à redução da qualidade da aresta de corte.
A potência da máquina de corte a laser CNC é o fator mais crítico para determinar a capacidade e a eficiência de corte do aço inoxidável. Potência insuficiente leva à penetração incompleta, velocidades de corte lentas e maior formação de rebarbas; por outro lado, potência excessiva resulta em cortes excessivamente largos, ablação das bordas e deformação do material.
A velocidade de corte está intimamente relacionada à potência do laser; ambas devem ser precisamente ajustadas para se obter resultados de corte ideais.
Velocidade excessiva: Isso pode resultar em corte incompleto e falha na remoção completa da escória, causando rebarbas na superfície inferior.
Muito lento: Isso pode causar derretimento excessivo do material, bordas ásperas, expansão da zona afetada pelo calor e até mesmo perfuração.
O gás auxiliar desempenha um papel crucial no corte de aço inoxidável; ele não só remove a escória, como também protege as bordas de corte da oxidação. Nitrogênio e oxigênio são gases auxiliares comumente usados no corte de aço inoxidável, e existem diferenças significativas em seu desempenho de corte e aplicações adequadas.
Cada um possui suas próprias vantagens e desvantagens e é adequado para diferentes cenários:
Para a maioria das aplicações em aço inoxidável, especialmente aquelas que exigem alto acabamento superficial e soldabilidade, o corte com nitrogênio é o método preferido. O corte com oxigênio deve ser considerado apenas para melhorar a eficiência no corte de chapas com espessura superior a 12 mm, e quando a qualidade da borda não for um requisito crítico.
A posição do foco do laser afeta diretamente a distribuição da densidade de energia na superfície de corte e é um dos parâmetros-chave que determinam a qualidade do corte.
Ao cortar chapas finas de aço inoxidável, o foco geralmente é posicionado na superfície do material ou ligeiramente acima dela para obter uma largura de corte estreita e uma superfície de corte lisa.
Ao cortar chapas grossas, o foco geralmente é colocado no interior do material para aumentar a largura da zona fundida e melhorar as condições de evacuação do material fundido.
O bocal é o consumível mais facilmente negligenciado, porém de maior influência, no corte a laser. O diâmetro do orifício, a geometria e a concentricidade do bocal afetam diretamente a estabilidade do jato de gás e a eficiência da evacuação do material fundido.
O bocal deve ser mantido limpo e sua concentricidade deve ser verificada regularmente. Um bocal danificado ou deformado pode causar fluxo de gás turbulento, afetando seriamente a qualidade do corte, e deve ser substituído imediatamente.
A qualidade do próprio material de aço inoxidável também afeta os resultados do corte:
A oxidação, as manchas de óleo e os riscos na superfície do material reduzem a absorção do laser, resultando em um corte instável.
O aço inoxidável de diferentes fabricantes ou lotes pode variar em composição e condição da superfície, exigindo ajustes apropriados nos parâmetros de corte.
A falta de planicidade do material pode causar alterações no ponto focal, afetando a consistência do corte.
O corte sem rebarbas é um dos principais objetivos no processamento de aço inoxidável; ele elimina a necessidade de operações de retificação subsequentes e melhora significativamente a eficiência da produção. Para alcançar um corte sem rebarbas, é necessária a otimização abrangente dos seguintes aspectos:
Primeiramente, selecione o tamanho e o modelo do bico adequados com base na espessura do aço inoxidável. Ao cortar aço inoxidável com nitrogênio, certifique-se de usar um bico de camada única. Além disso, antes de cortar aço inoxidável a laser, verifique se o bico está danificado e se sua circularidade está normal.
O corte com nitrogênio produz bordas brilhantes, livres de oxidação e rebarbas. A pureza do nitrogênio deve ser de no mínimo 99,99%, e a pressão deve ser ajustada de acordo com a espessura da chapa.
As rebarbas são frequentemente causadas por uma incompatibilidade entre potência e velocidade.
Princípio de otimização: Aumente a velocidade adequadamente quando houver acúmulo de escória no fundo. Reduza a velocidade quando o corte não estiver penetrando. Os ajustes de parâmetros devem ser feitos gradualmente.
Para aço inoxidável de diferentes espessuras, o ponto focal ideal deve ser determinado por meio de testes. Geralmente, quanto mais espessa a chapa, mais baixo deve ser o ponto focal.
Se você deseja saber mais sobre os detalhes técnicos do corte a laser de aço inoxidável ou precisa de ajuda para selecionar a máquina de corte a laser de aço inoxidável ideal para sua empresa, entre em contato com a equipe de especialistas da AORE Laser imediatamente. Oferecemos testes de processo gratuitos e soluções personalizadas para ajudá-lo a obter um processamento de aço inoxidável mais eficiente e de maior qualidade.
P1: Qual o melhor gás para cortar aço inoxidável?
A1: Para a maioria das aplicações, o nitrogênio é a melhor opção para cortar aço inoxidável. Ele produz bordas de corte brilhantes e livres de oxidação, que podem ser soldadas imediatamente sem qualquer pós-processamento. O oxigênio só deve ser considerado para aumentar a velocidade de corte em chapas com espessura superior a 12 mm e quando a aparência não for uma preocupação primordial.
P2: Por que meu aço inoxidável sempre fica com rebarbas após o corte?
A2: Rebarbas são o problema mais comum no corte de aço inoxidável. As principais causas incluem: potência do laser insuficiente, velocidade de corte excessiva, baixa pressão do gás, ponto focal muito alto ou bico danificado. Você pode solucionar o problema e ajustar os parâmetros um a um, nesta ordem.
P3: Um laser de CO2 consegue cortar aço inoxidável?
A3: Sim, um laser de CO2 pode cortar aço inoxidável, mas apenas se a máquina for um sistema industrial de alta potência equipado com gás auxiliar de alta pressão.
Q4: Qual a precisão do corte a laser?
A4: As tolerâncias são normalmente de ±0,15 mm, dependendo do material e da espessura.
Formato enorme, forte poder de corte!
Aore Laser conclui com sucesso apresentação na FABEX Arábia Saudita 2025
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.