3-12kW
12-40kW
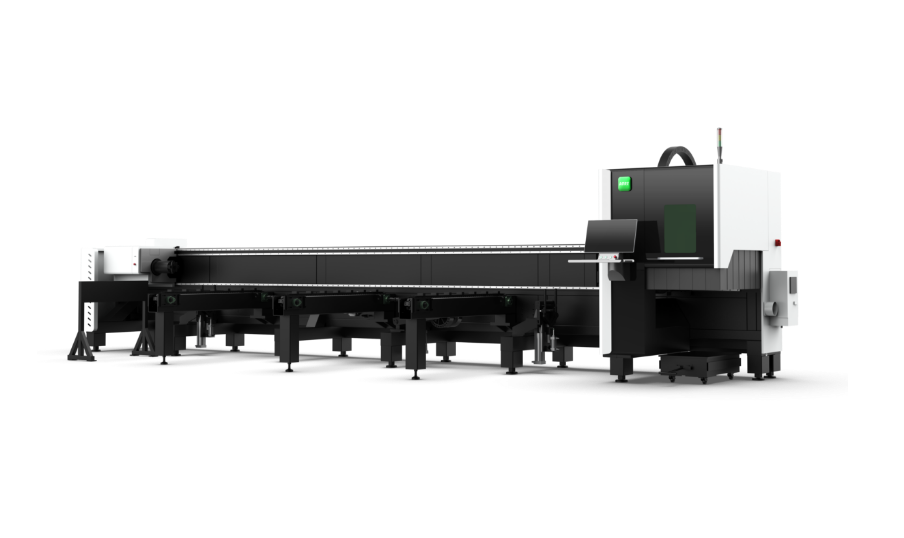
1.5-20kW
6-40kW
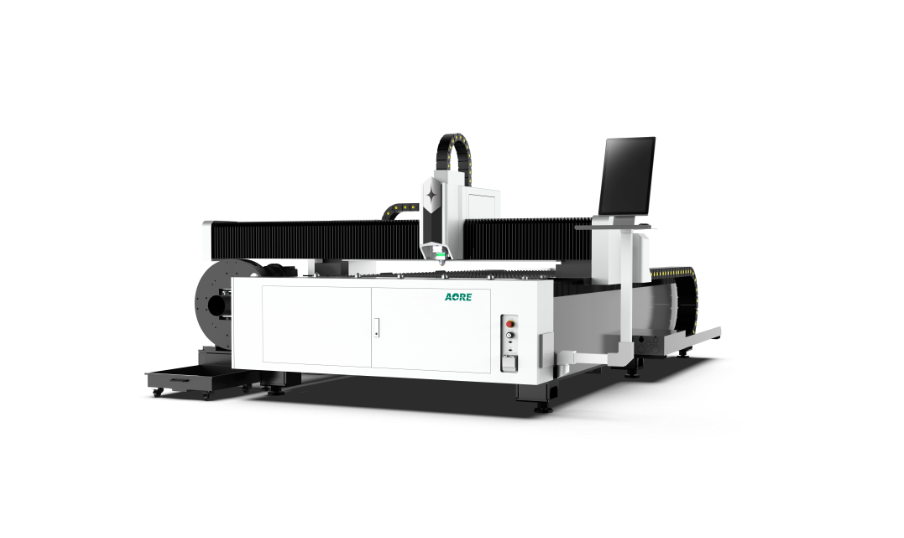
1.5-40kW
8-40kW
1.5-12kW
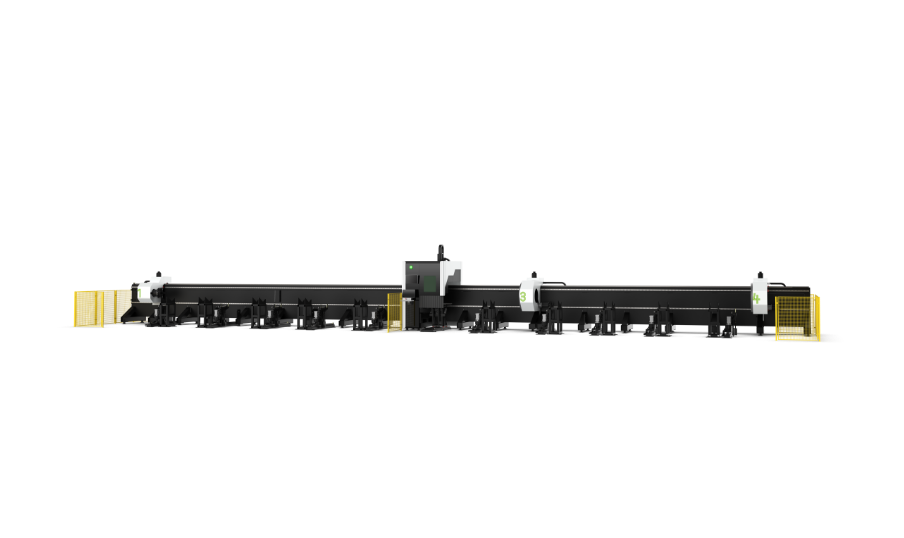
6-60kW
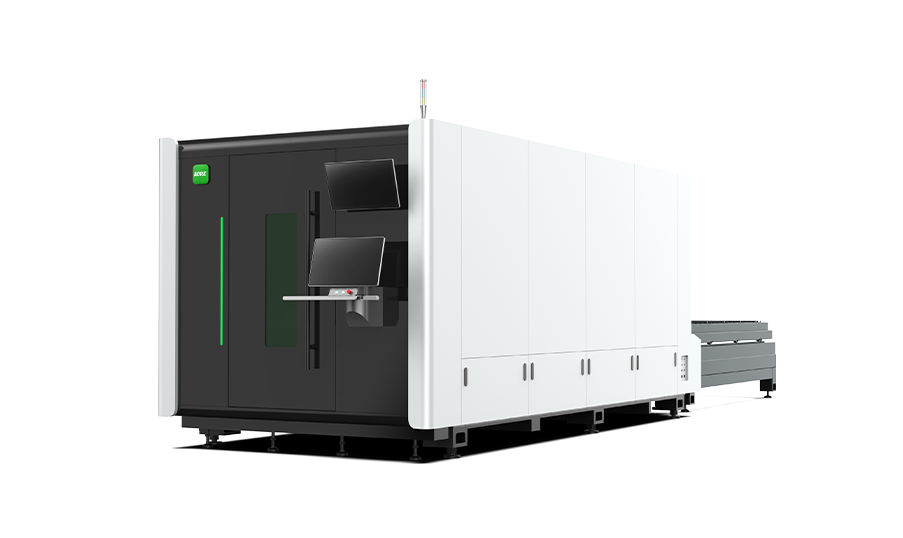
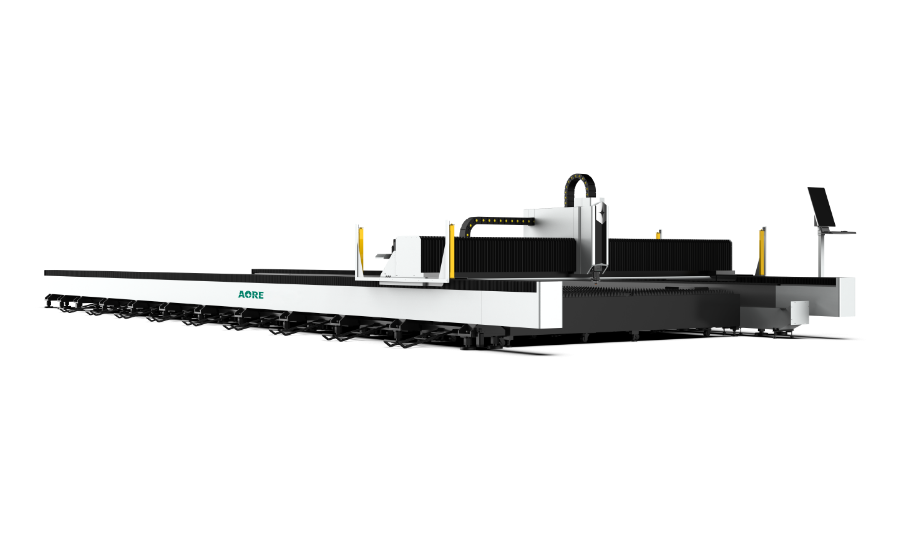
Máquina de corte a laser de chapas de alta velocidade com proteção total
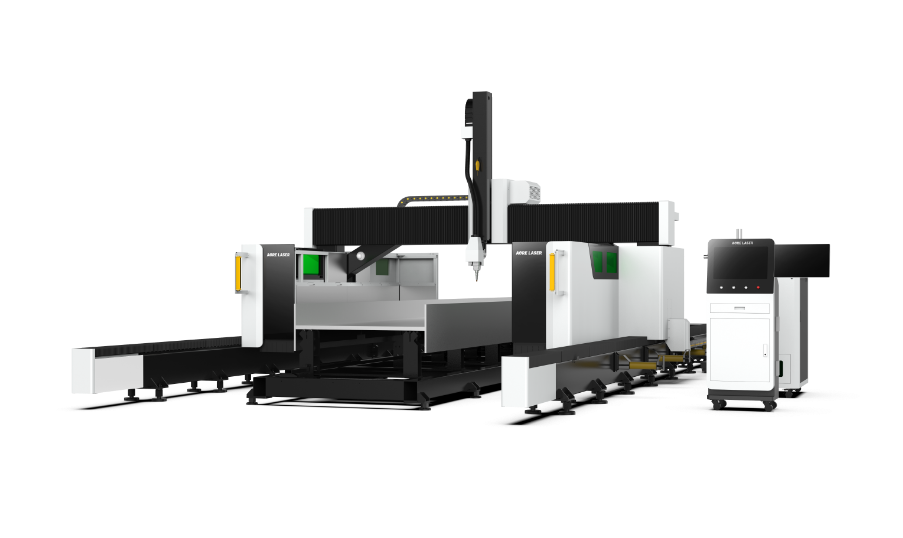
Máquina de corte a laser de fibra multifuncional
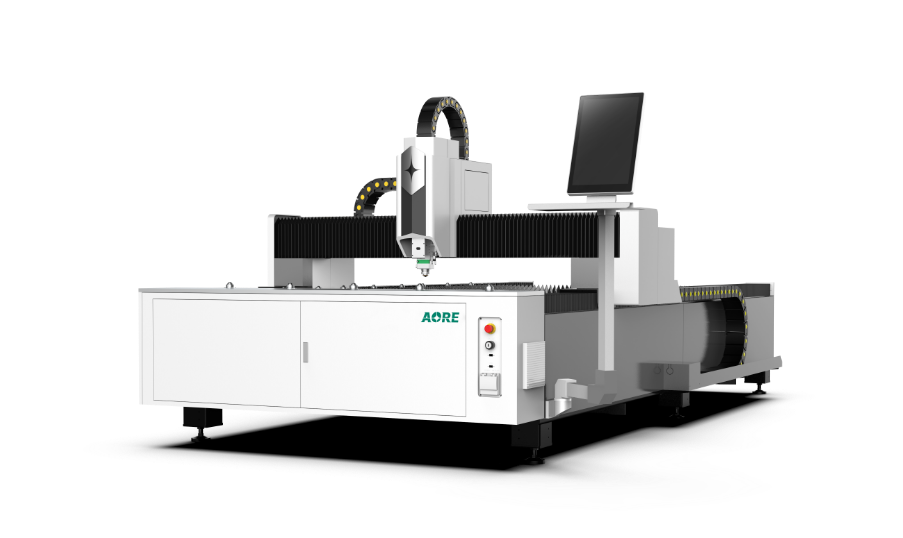
Máquina de corte a laser de placa de plataforma única
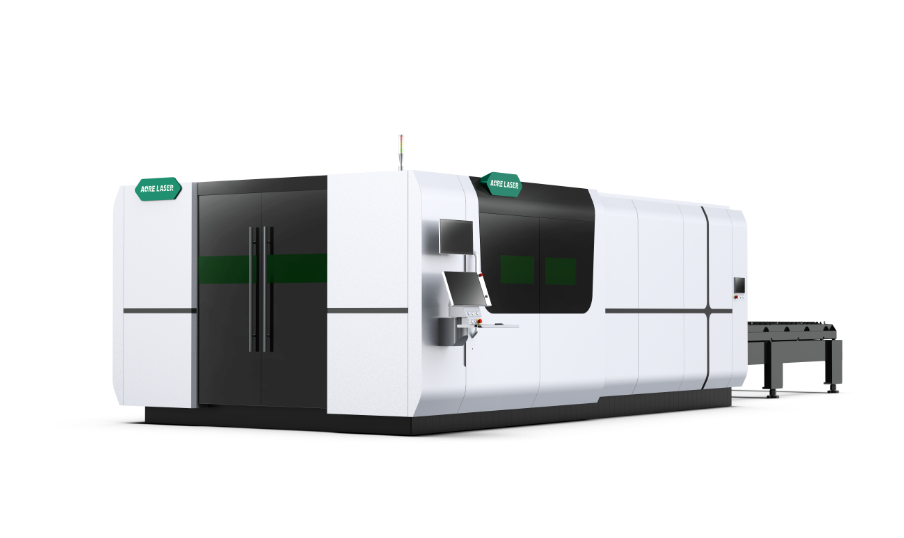
Máquina de corte a laser de fibra de alta velocidade
Máquina de corte a laser de chapa de alta potência
Máquina de corte biselada a laser de fibra com proteção total
Máquina de corte a laser de chapa de precisão
Máquina de corte a laser de fibra para chapas terrestres
3-12KW
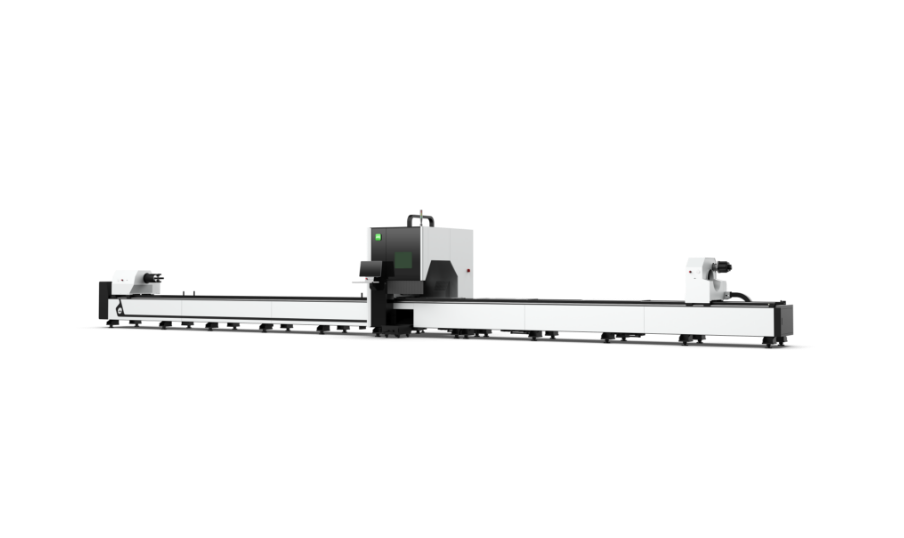
6-20kW
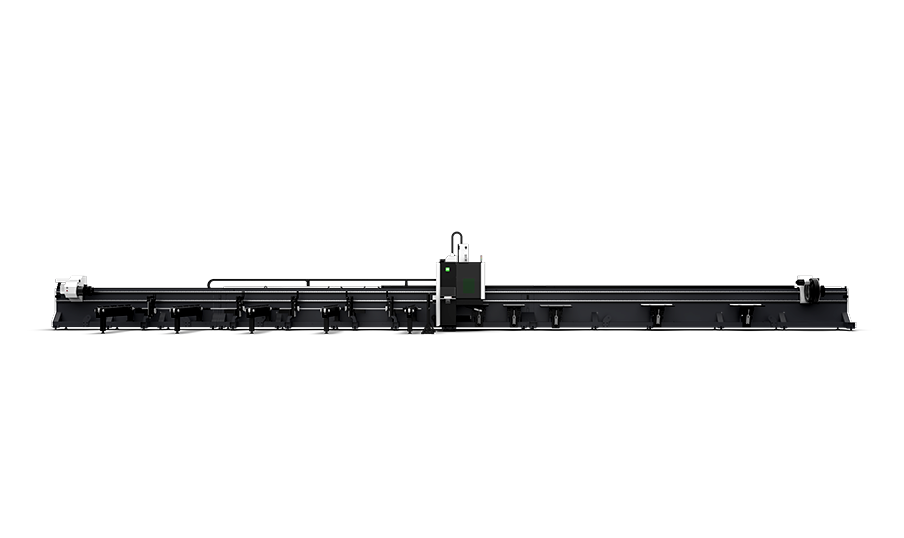
Máquina de Corte a Laser de Tubos de Alta Velocidade com Biselamento 3D
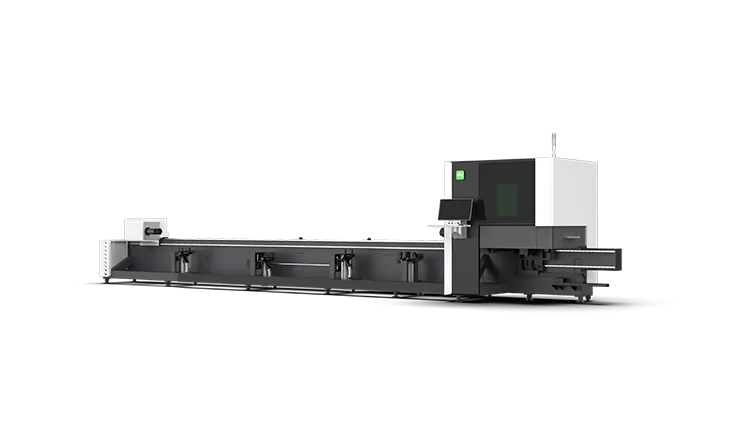
Máquina de Corte a Laser de Tubos de Alta Velocidade
Máquina de corte a laser de fibra de tubo eficiente
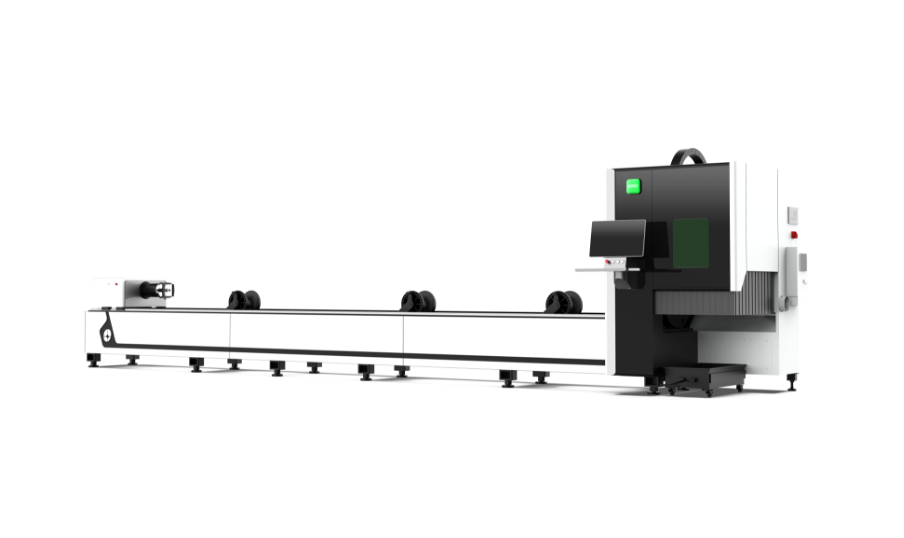
Máquina de corte a laser de tubo de alta resistência com três mandris
Máquina de corte a laser de fibra de tubo de três mandris
Máquina de corte a laser de fibra de tubo de quatro mandris para serviço pesado
Máquina de corte a laser de fibra de tubo de alta velocidade
Máquina de corte a laser de fibra de tubo e folha de plataforma dupla
Máquina eficiente de corte a laser de fibra de folhas e tubos
Máquina de corte a laser de fibra de cinco eixos 3D
3kW
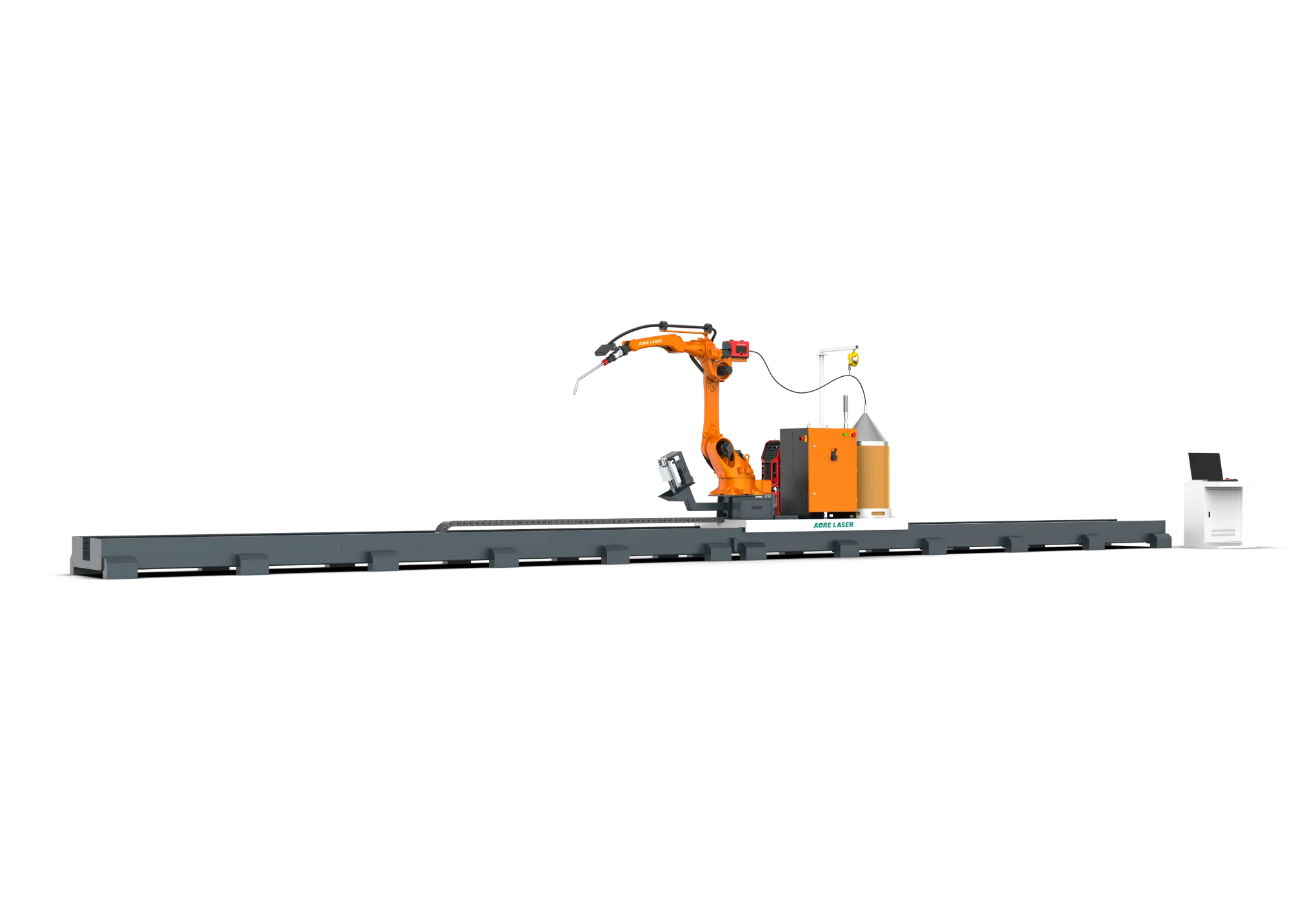
Estação de Soldagem Inteligente
Máquina de soldar a laser portátil arrefecida a água
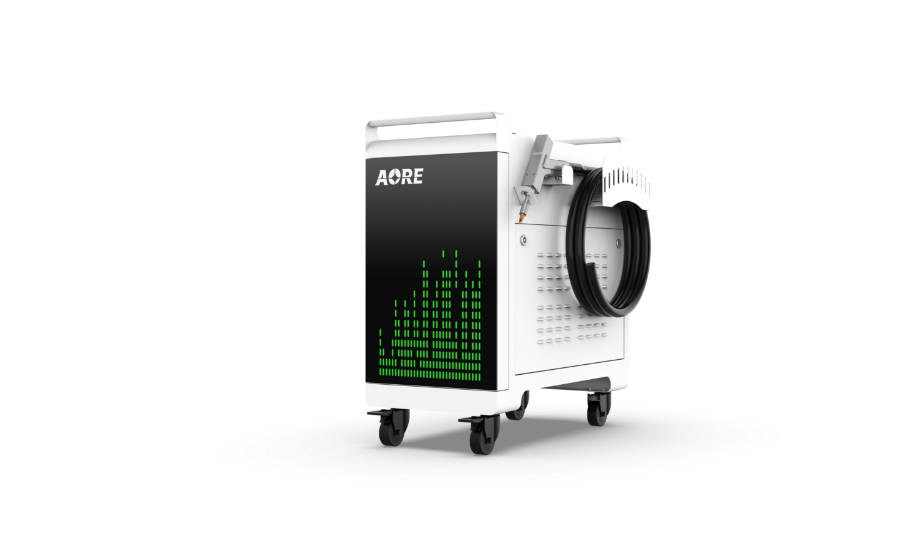
Máquina de limpeza a laser portátil arrefecida a água
1.5-6kW
Sistema Automatizado de Carregamento e Descarregamento de Perfis
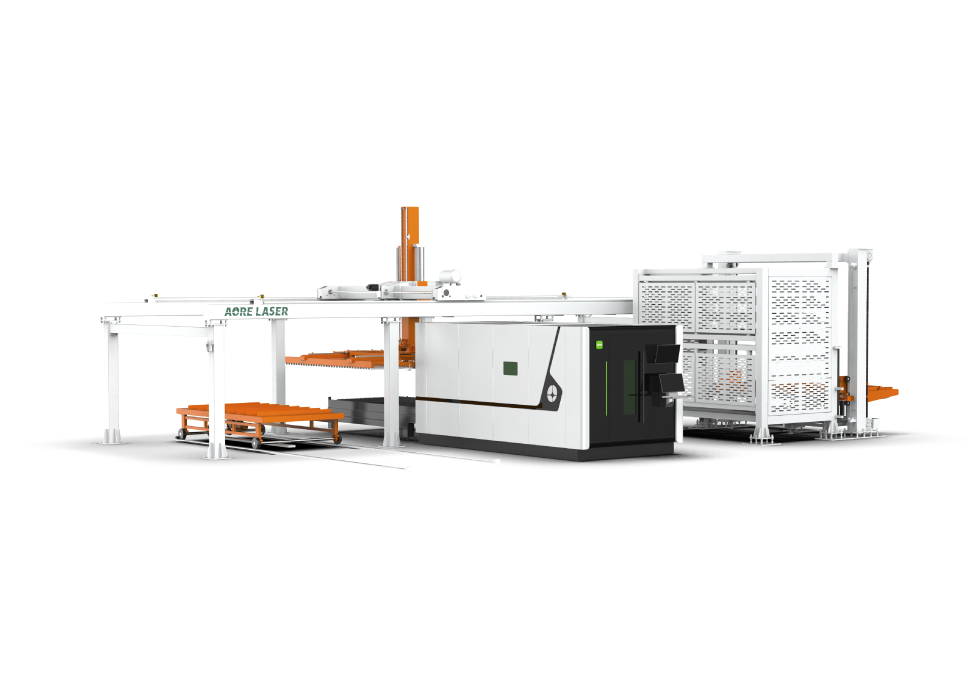
Carregador/Descarregador de Armazém de Chapas Metálicas
Dispositivo de carregamento automático de chapas metálicas
Dispositivo automático de carregamento de chapas metálicas em cantilever
Dispositivo de carregamento de chapa metálica cantilever
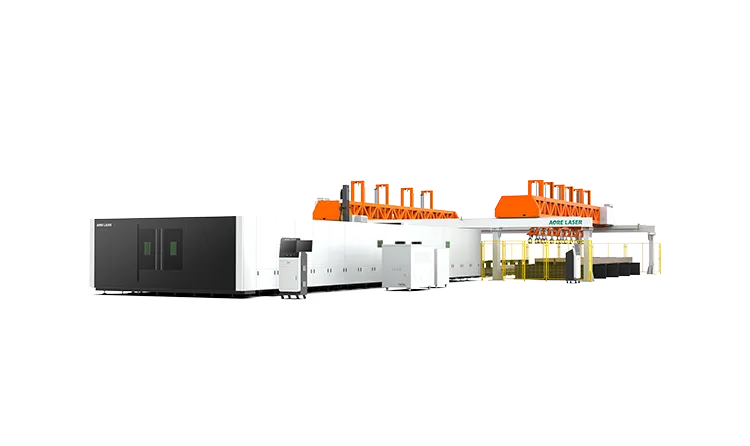
Linha inteligente de produção de chapas metálicas
Linha de produção de corte a laser em bobine
* Nome
* E-mail
* Telefone ou WhatsApp
* País
* Cidade
Empresa
* Material de corte
* Mensagem
Descrição do Problema
Muitos usuários relatam que, após uso prolongado, suas máquinas de corte a laser começam a produzir furos redondos imperfeitos (por exemplo, 30 mm de diâmetro). Em vez de círculos limpos, os cortes parecem ovais ou poligonais, afetando significativamente a precisão da peça.
Causas-raiz de furos não redondos em máquinas de corte a laser
1. Parâmetros de movimento incorretos
Configurações excessivas de aceleração/solavancos causam estresse mecânico nas engrenagens
Velocidade de marcha lenta alta (> 40 mm/min) piora o desgaste ao longo do tempo
Suavização de cantos (filtro passa-baixa) muito alta (> 4 Hz) distorce trajetórias circulares
2. Desgaste mecânico em sistemas de transmissão
A folga da engrenagem e da cremalheira se desenvolve com o uso prolongado
Engrenagens redutoras desgastadas perdem a precisão de posicionamento
Folga de engrenamento inadequada (deve ser de 0,06 mm para os eixos X/Y)
3. Componentes de movimento com defeito
Redutores severamente danificados não conseguem manter a precisão mesmo após o ajuste
Soluções comprovadas para restaurar a precisão do corte circular
✔ Otimização de parâmetros para máquinas de corte a laser
Observação: Consulte o manual da sua máquina de corte a laser para obter as configurações específicas do modelo (por exemplo, os padrões da série FM).
✔ Procedimento de manutenção da engrenagem/cremalheira
Verifique a folga usando fio de solda de 0,5mm
Ajuste a folga da engrenagem para 0,06mm (acionamento único no eixo X) / 0,06mm x2 (acionamento duplo no eixo Y)
Reaperte todos os suportes com a chave de torque
✔ Quando substituir componentes
Se os furos permanecerem distorcidos após:
Ajustes de parâmetros E
Recalibração mecânica → Substitua o redutor
Aore Laser brilha na EXPOMAFE 2025, apresentando soluções de processamento de metais de ponta
Aore Laser apresenta o F6020 de última geração na MetaLTECH Malásia 2025
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.